3D Printing Calibration
3D Printing Calibration
3D Printing Calibration: The Essential Guide to Calibration Templates for Photopolymer Resin 3D Printing
3D printing with photopolymer resins unlocks the ability to produce intricate, high-strength components for industries such as aerospace, automotive, and biomedical engineering. However, consistent quality hinges on one critical factor: calibration. Without proper printer calibration, even the most advanced printers and premium resins can yield flawed results.
This 3D printer calibration guide explores the importance of calibration, how to execute it effectively using a specialized calibration template, and practical tips for optimizing your resin formulations.
What Is 3D Printing Calibration?
Before diving into the calibration workflow and diagnostic methods, it is useful to clarify what calibration means in the context of photopolymer resin 3D printing.
3D printing calibration is the process of adjusting and validating printing parameters so that digital designs are reproduced accurately in physical form.
In photopolymer resin printing, this primarily involves fine-tuning exposure settings to balance dimensional accuracy, surface quality, and mechanical integrity. Proper calibration ensures that features such as pins, holes, and fine details are printed as intended and remain consistent across multiple builds.
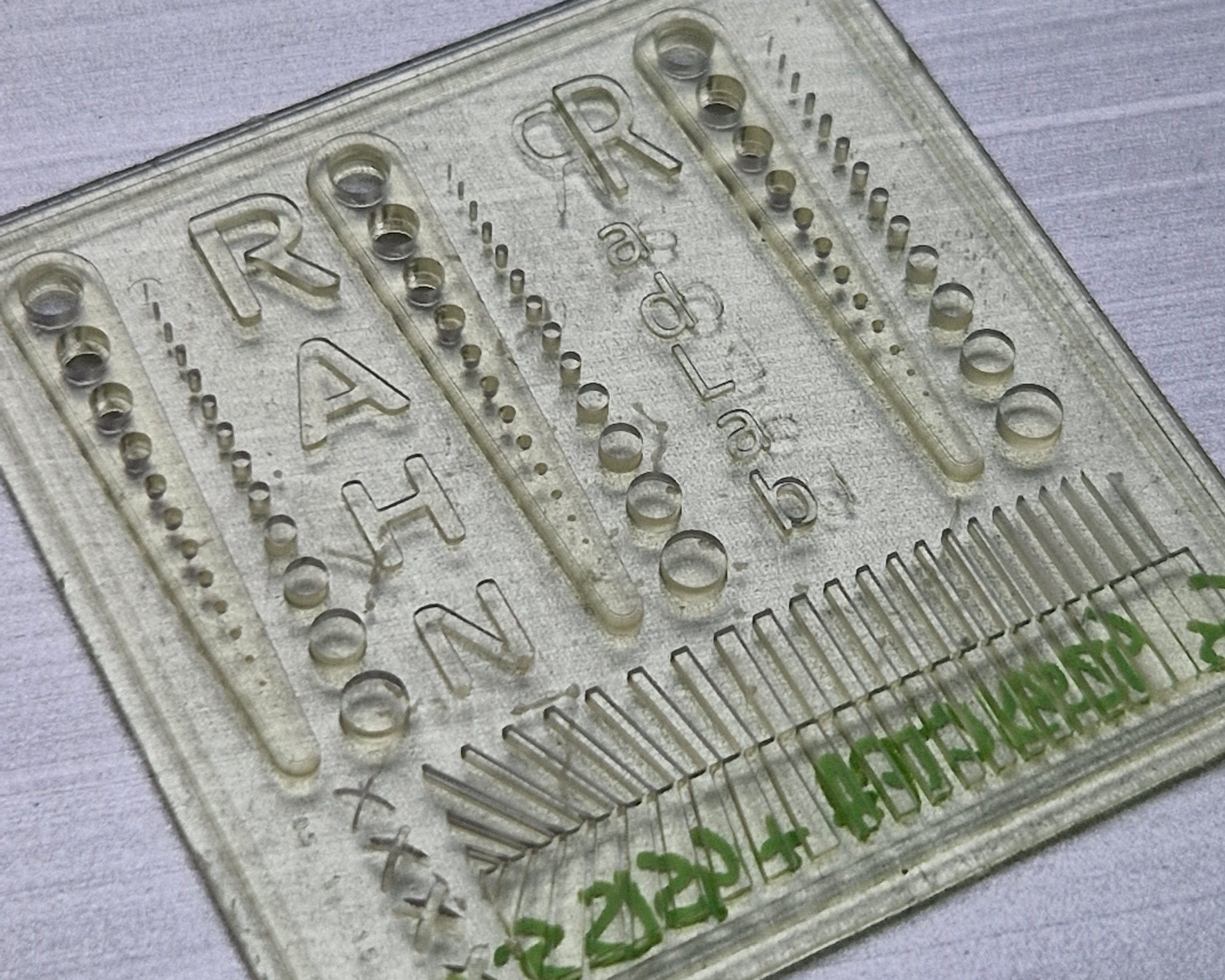
Printer Calibration Template: Design and Purpose
A well-designed calibration template translates abstract exposure settings into measurable, physical outcomes.
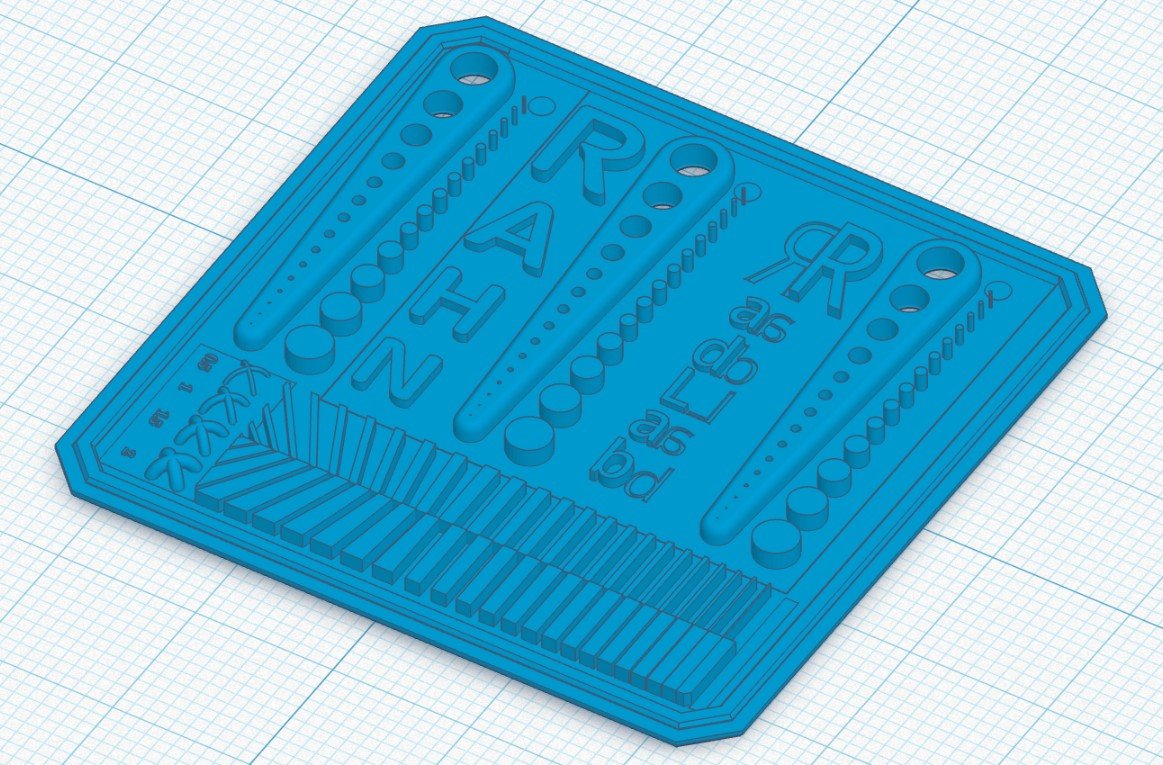
The most effective test templates include:
-
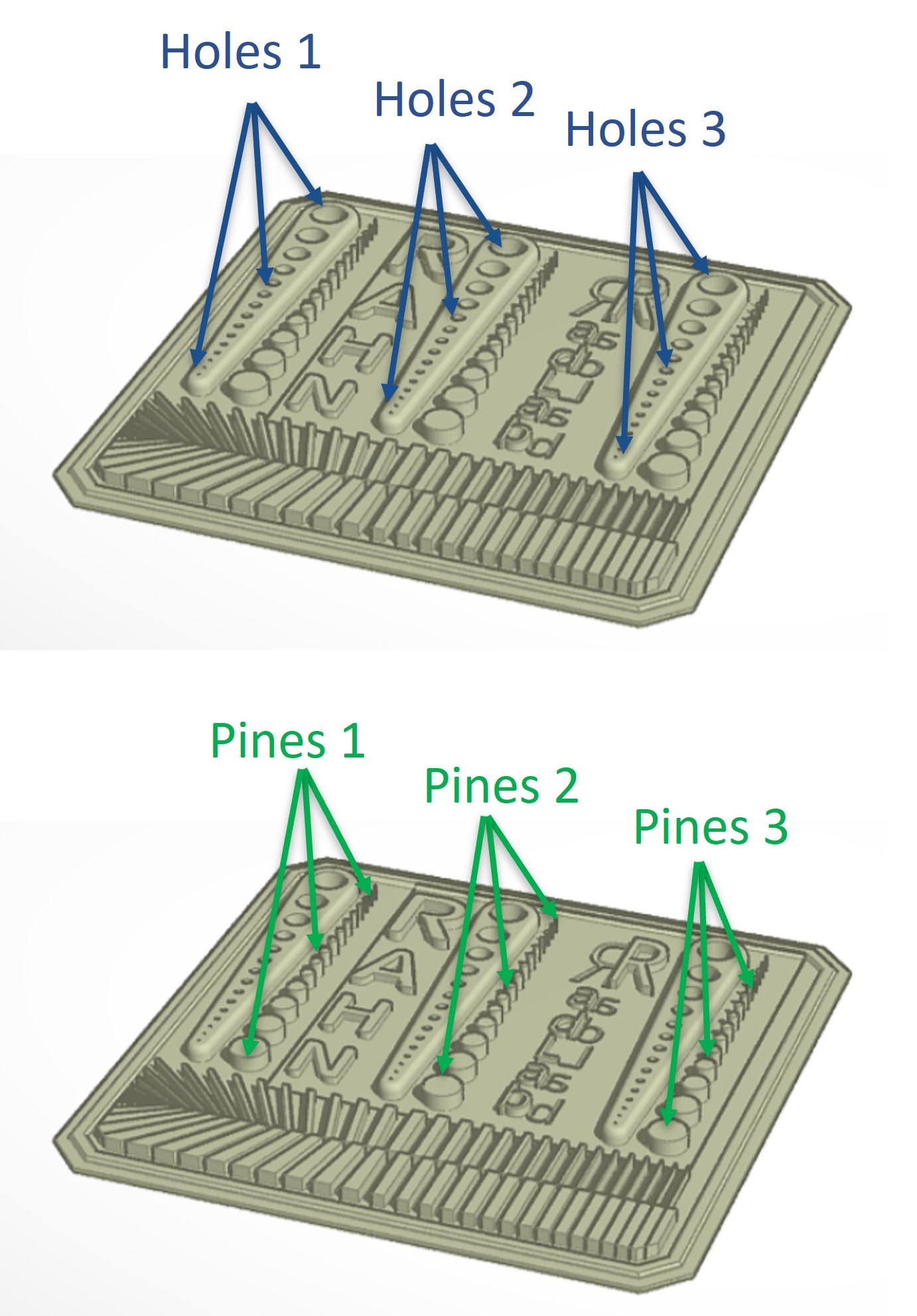
Pin-and-Hole Arrays: Grids of pins (Ø 0.5–5 mm) and matching holes with tight tolerances (±0.05 mm) to evaluate dimensional precision.
-
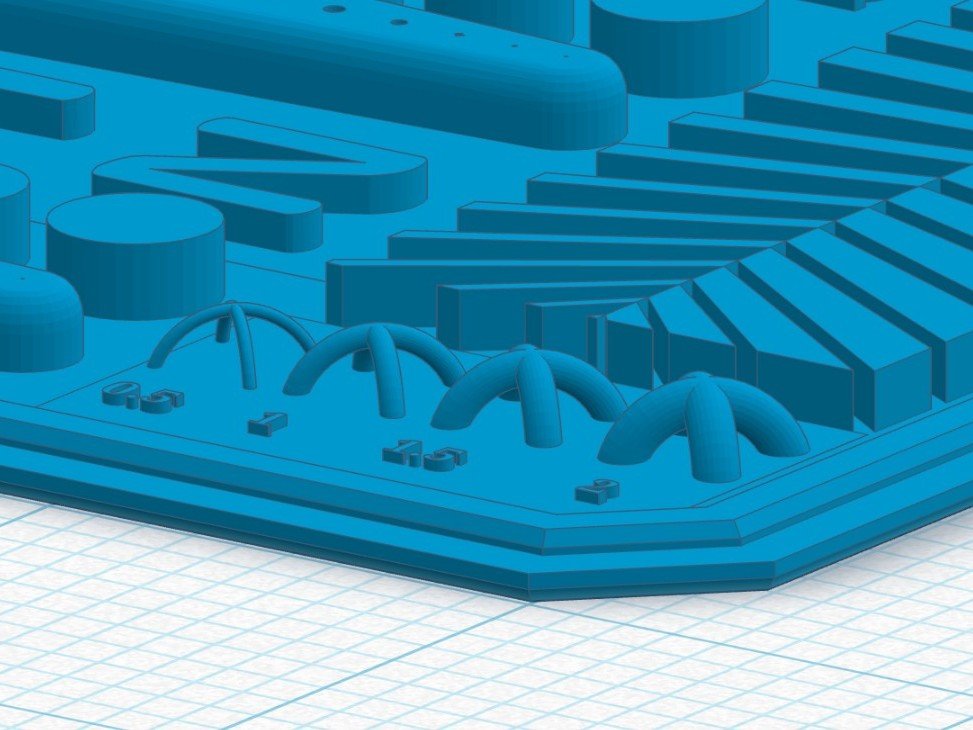
Overhang Structures: Designed to assess layer adhesion and light penetration.
-
Fine Details: Microscale lines and textures to test resolution capabilities.
Together, these features reveal how exposure time influences dimensional accuracy, surface quality, and structural integrity.
Download the Calibration Template (STL File – V5): Get the exact test model used in this guide to calibrate your resin 3D printer
Step-by-Step Printer Calibration Workflow
Print the Calibration Model
Start with the proven STL template to ensure a consistent baseline for printer calibration.
To estimate initial exposure time, Jacobs parameters (Ec and Dp) can help classify the resin as fast- or slow-curing. However, a practical starting point is often more effective.
Recommended Settings:
For low-intensity printers (405 nm, 3 mW/cm²):
- Layer thickness: 50 µm
- Bottom exposure time: 30 s
- Normal exposure time: 10 s
- Light-off delay: 2 s
For high-intensity printers (385 nm, 10 mW/cm²):
- Layer thickness: 50 µm
- Bottom exposure time: 12 s
- Normal exposure time: 2 s
- Light-off delay: 2 s
Troubleshooting & Optimization Tips
Suction-related noise during printing may indicate potential defects. If observed, consider:
- Reformulating the resin
- Reducing layer exposure time
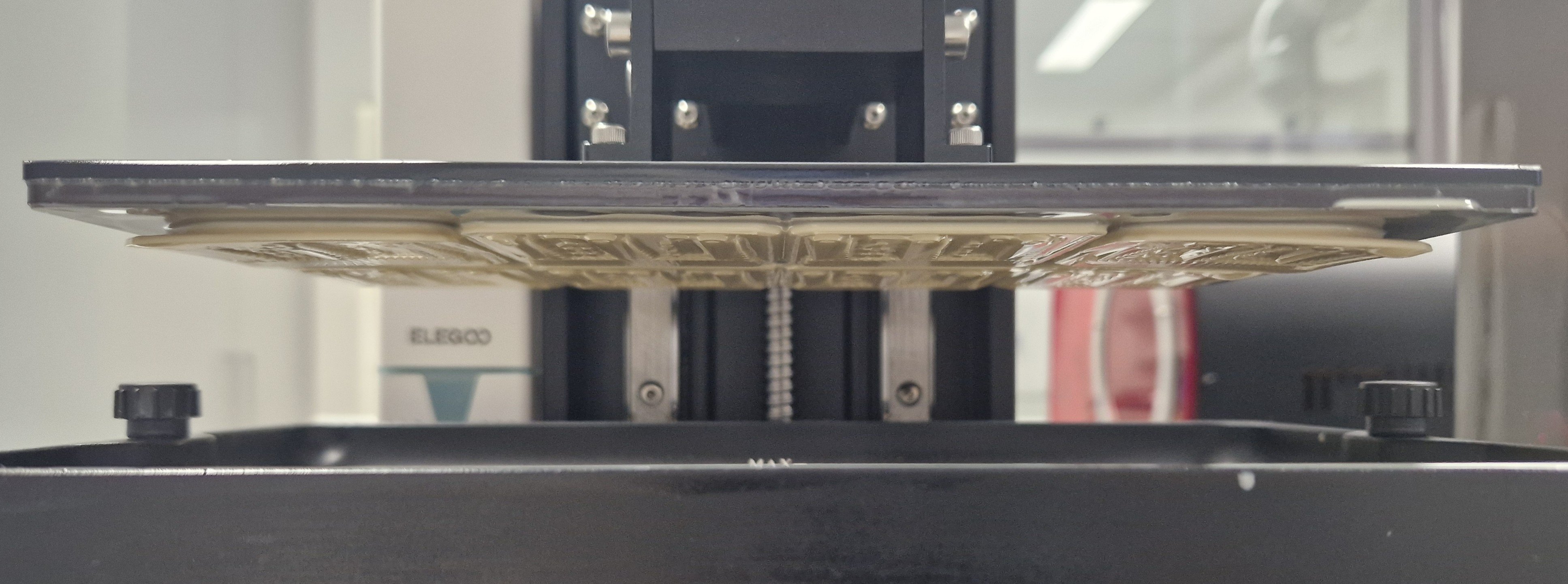
Post-print adhesion to the build platform should be evaluated:
-
Check edge attachment
-
Assess ease of removal
-
If adhesion is too strong, briefly heat the platform to 50–80 °C (note: this increases print time)
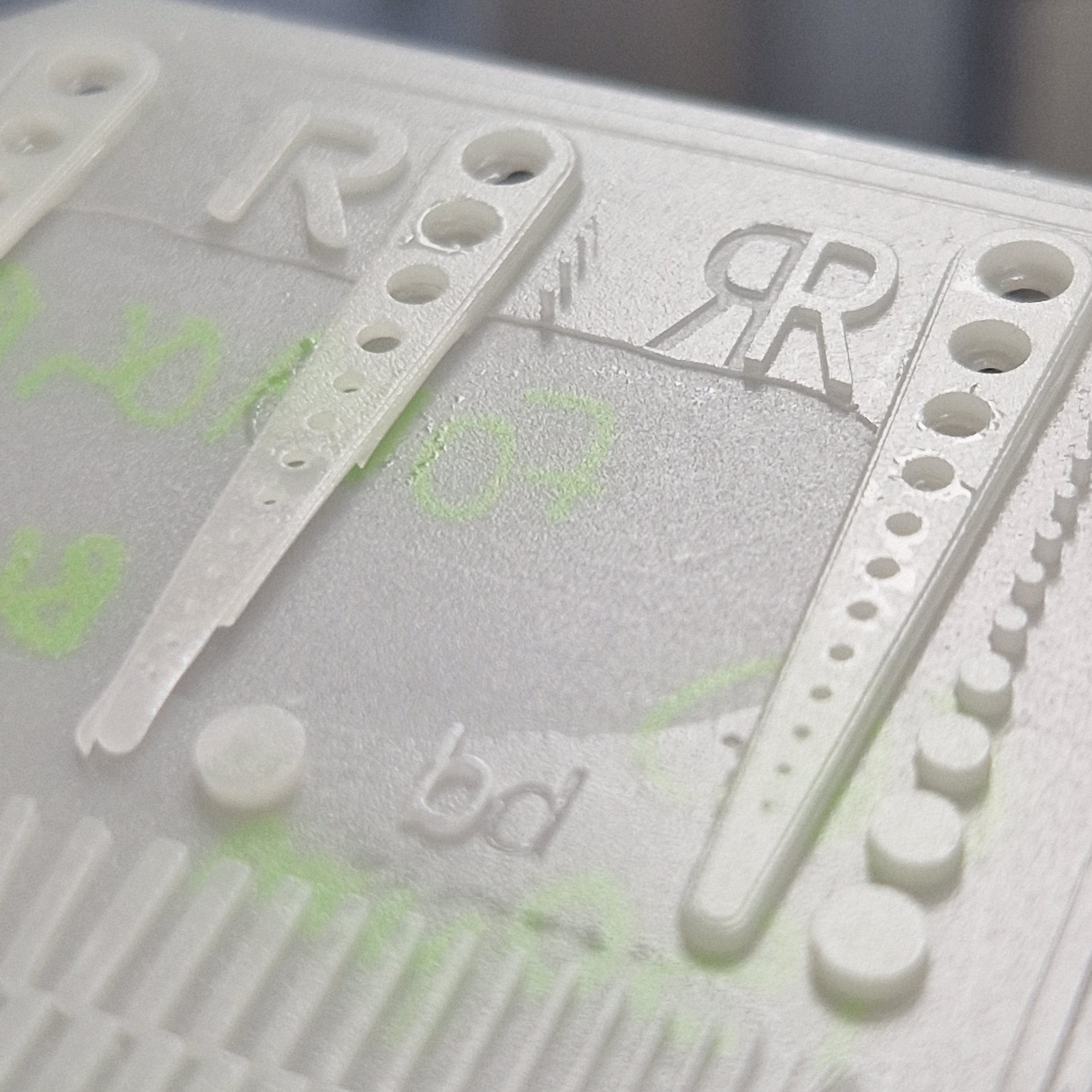
Delamination issues (see image below) may signal insufficient bottom layer exposure. Solutions include:
-
Increasing bottom exposure time
-
Adding adhesion-promoting additives such as: GENOMER* 4269/M22 at 5%
Additional Adhesion Enhancers (Recommended concentration: >15%)
- GENOMER* 3135
- GENOMER* 3143
- GENOMER* 4281
- GENOMER* 4293
Adhesion performance may vary depending on the build platform material (e.g., aluminum, steel).
 Calibration part with visible delamination on the edge caused by low bottom exposure time
Calibration part with visible delamination on the edge caused by low bottom exposure time
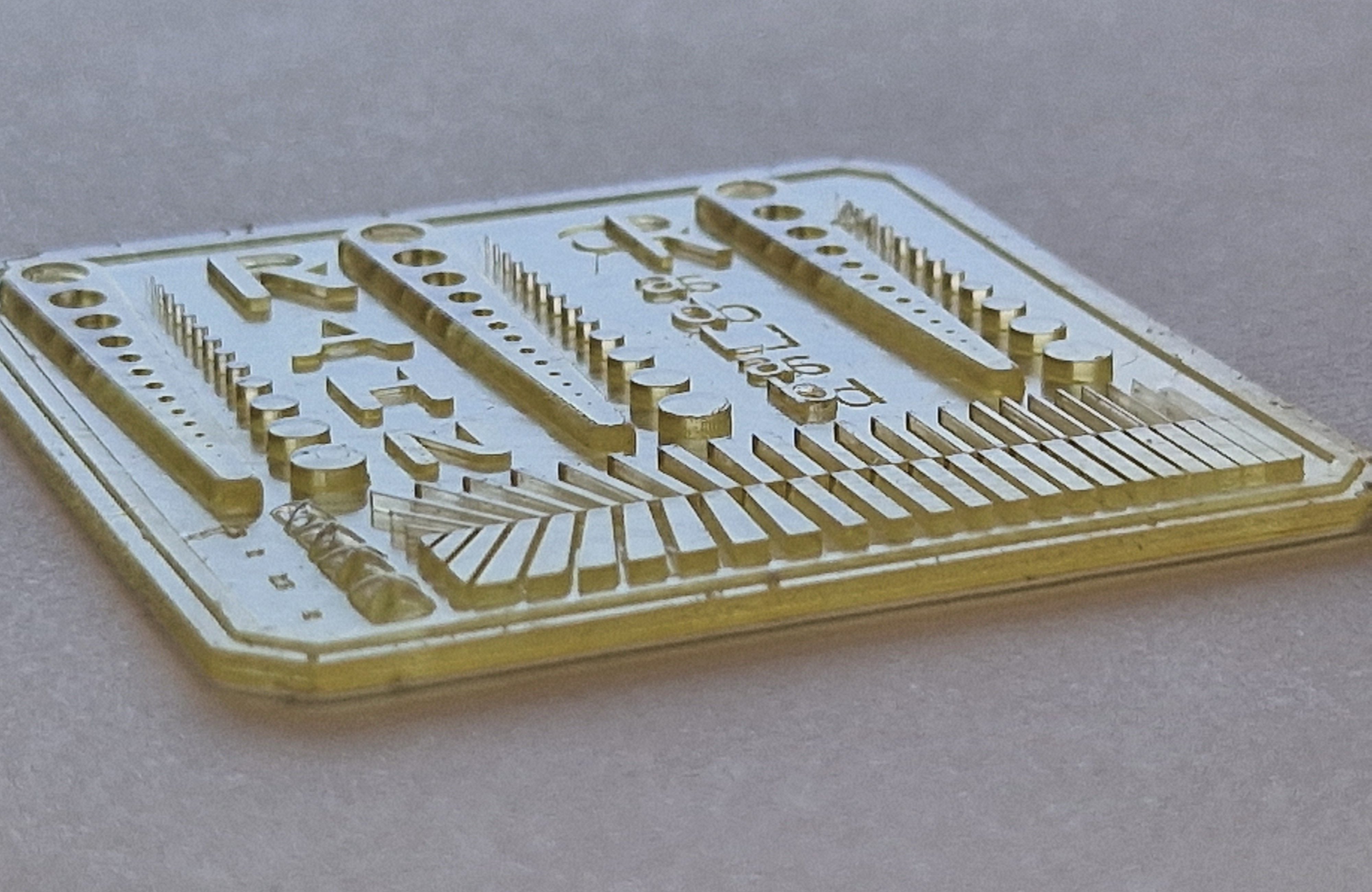
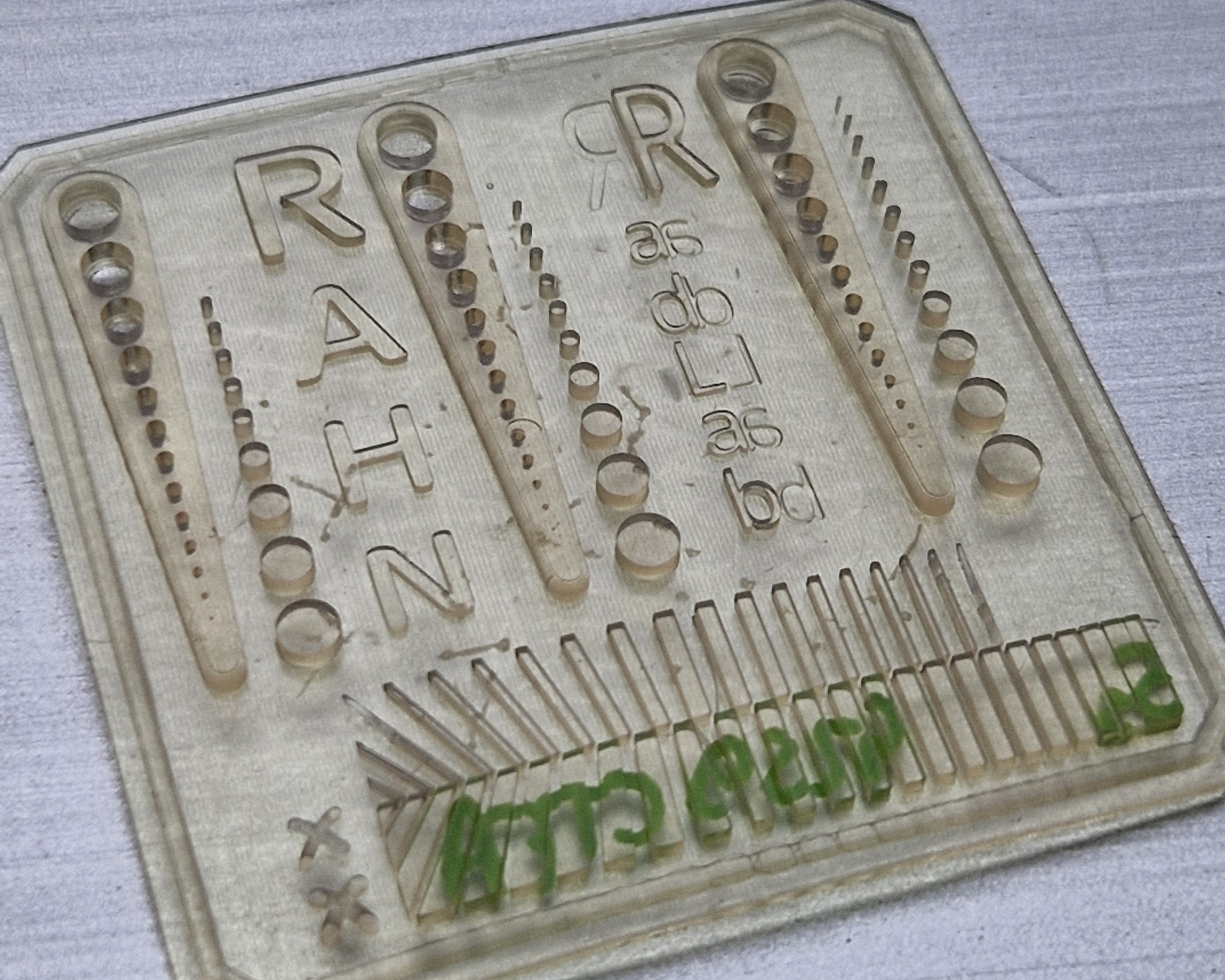
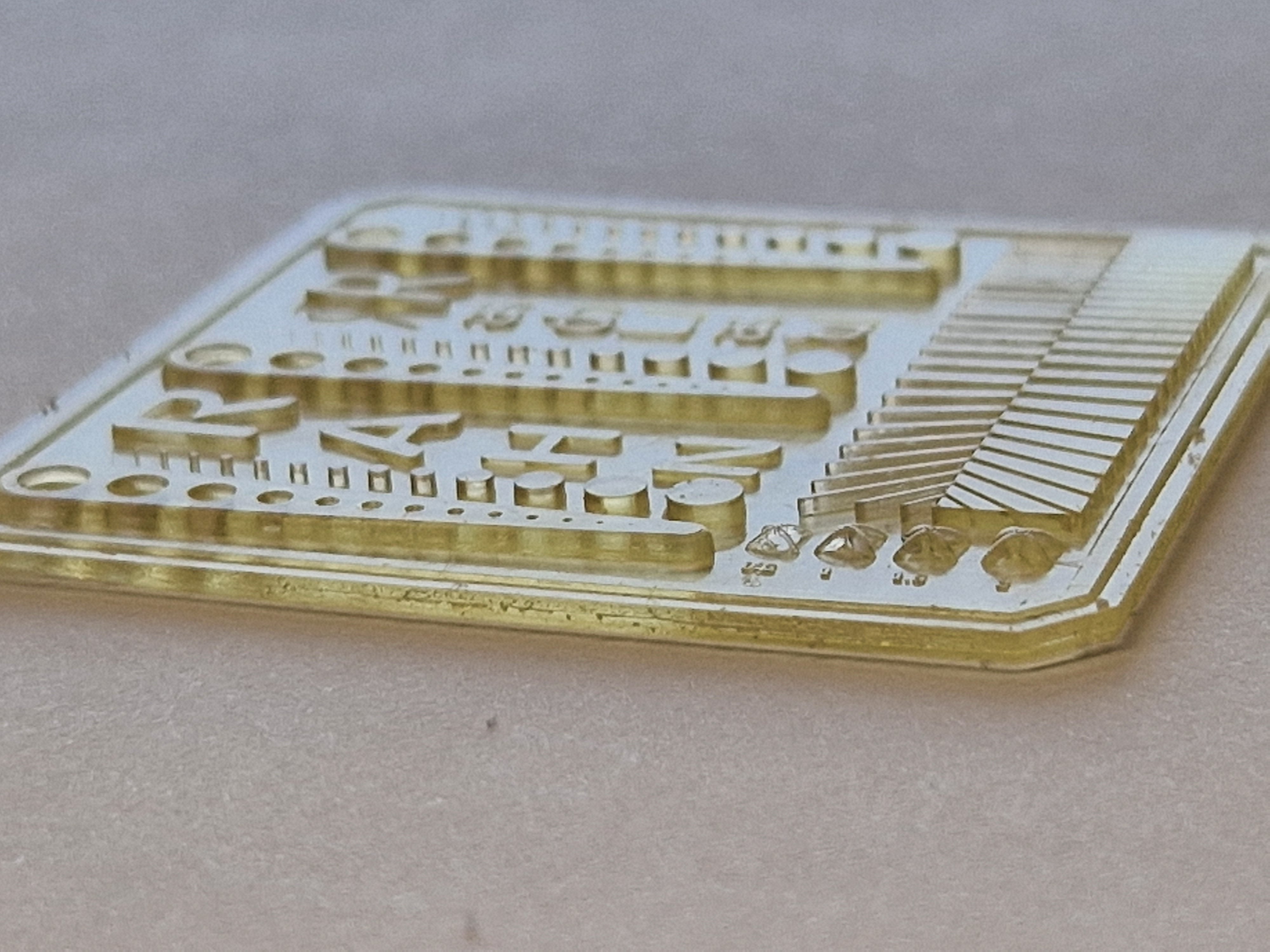
Another defect commonly seen in fast printing is the absence of layers on the part, as illustrated in the image below.
The resin used in this case had a viscosity exceeding 2 Pa·s, which hindered proper recoating between layers. Consequently, some intermediate layers cured unevenly, resulting in a relief effect on surfaces that were intended to be flat.
Solution: Increase wait time between layers
To allow the resin to fully recoat, the following adjustments are recommended:
- Lifting Distance: > 6 mm
- Light-Off Delay: > 6 s
Pros:
- Improved resin flow
- Reduced bubble formation
Cons:
- Increased overall print time
Alternative Techniques
-
Recoating Assistance: Use a blade or film mechanism to support resin flow.
-
Part Orientation: Optimize orientation to minimize recoating issues.
-
Resin Heating: Lower viscosity by gently heating the resin.
-
Printer Design: Use printers specifically designed for high-viscosity resins.
Chemical Adjustments
-
Reactive Diluent: Add a low-viscosity reactive diluent to reduce overall viscosity.
-
Oligomer Replacement: Substitute high-viscosity oligomers with lower-viscosity alternatives or partially replace them to maintain desired properties.
Post-Processing
After cleaning the part of residual resin:
-
Drying: Allow the part to dry completely until all solvent has evaporated.
-
UV Post-Curing: Use a small nail lamp unit for quick UV exposure. This strengthens the outer layer and improves handling.
Final Inspection
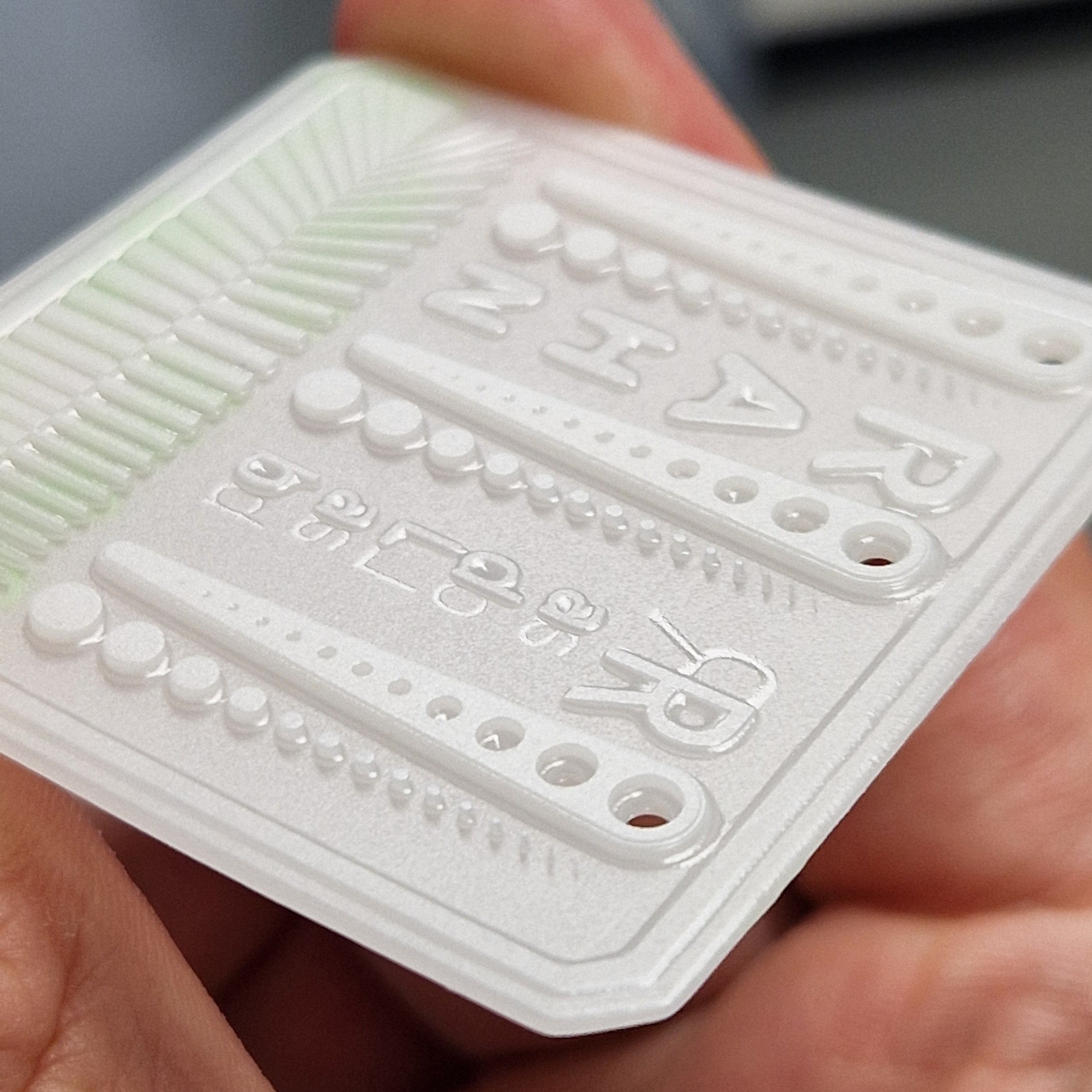
Once post-curing is complete, inspect pins, holes, and other fine details to ensure dimensional accuracy and surface quality.
Evaluate the Pins and Holes for Printer Calibration Accuracy
This evaluation step is a critical checkpoint in 3D printing calibration, allowing exposure accuracy and dimensional fidelity to be assessed using measurable features.
Exposure Diagnostics
Perfect fit
- Observation: Number of pins matches number of holes.
- Interpretation: Exposure is optimal.
Pins too large/ don’t fit
- Overexposure has caused excess resin curing.
- Reduce exposure time by 10-15%
More Pins Than Holes:
-
Holes are missing Cause: Overexposure – cured resin has filled in the holes.
-
Solution: Reduce exposure time by 10–15%.
Less Pins Than Holes:
-
Pins are missing Cause: Underexposure – insufficient curing of resin and green part is too weak
-
Solution: Increase exposure time by 10–15%.
Layer & Build Issues
Misaligned Layers or Fractures
Possible Causes:
- Z-axis instability High resin viscosity
- Ambient temperature fluctuations
Issues: Calibration print sticking too much / bottom layer holes filled
-
Cause: Excessive exposure of the initial layer and/or resin bleeding into hole geometry.
-
Solution: Reduce initial layer exposure time and check for resin bleeding.

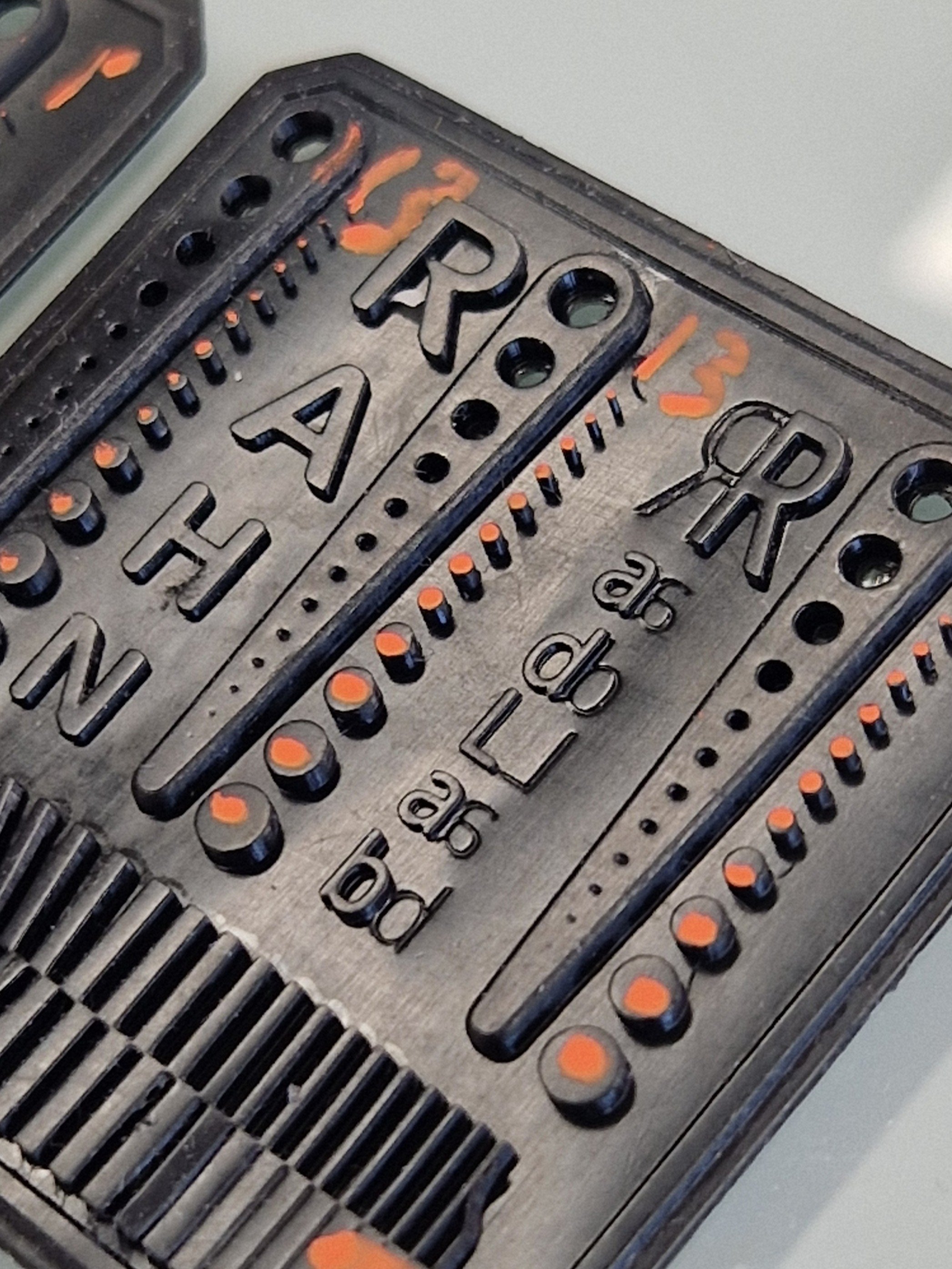
Number of pins = 11
Number of holes = 13 (defect on the edge with is uncomplete)
Pins < holes: Increases time per layer
Number of pins = 13
Number of holes = 13
Pins = holes: Printing should be fine
Visual Inspection Tips
-
Use White Background: Place white paper beneath transparent calibration parts to improve visibility of pins and holes.
-
Use Pigmented Resin: Enhances contrast, making fine features easier to inspect.
-
Magnification Tool: A loupe is highly recommended for detailed observation of small features

Enhancing Detail Resolution Without Increasing Print Time
To improve the sharpness of fine features without extending layer exposure or overall print duration, consider the following:
Additive Boosting:
Incorporate 5–10% of suitable additives to enhance feature resolution:
- GENOMER* 3414
- GENOMER* 4515
- GENOMER* 5695
- GENOMER* 5271
- GENOMER* 3430
Photoinitiator Optimization:
Increase the concentration of photoinitiators to boost reactivity:
- GENOCURE* BAPO (highest reactivity)
- GENOCURE* TPO
- GENOCURE* TPO-L (lower reactivity)
In the following picture we used 5% of GENOMER* 4515 to keep the same exposure time and improves resolution of the part.
Preserving Fine Details During Exposure
When layer exposure time is too long, fine features such as holes and small geometries may become overcured and disappear.
To maintain intricate details:
- Reduce exposure time appropriately.
The following image illustrates the effect of overexposure on features.
Number of pins = 14
Holes are hardly visible = 6–7
Pins > Holes = Reduce time per layer or add resolution improver

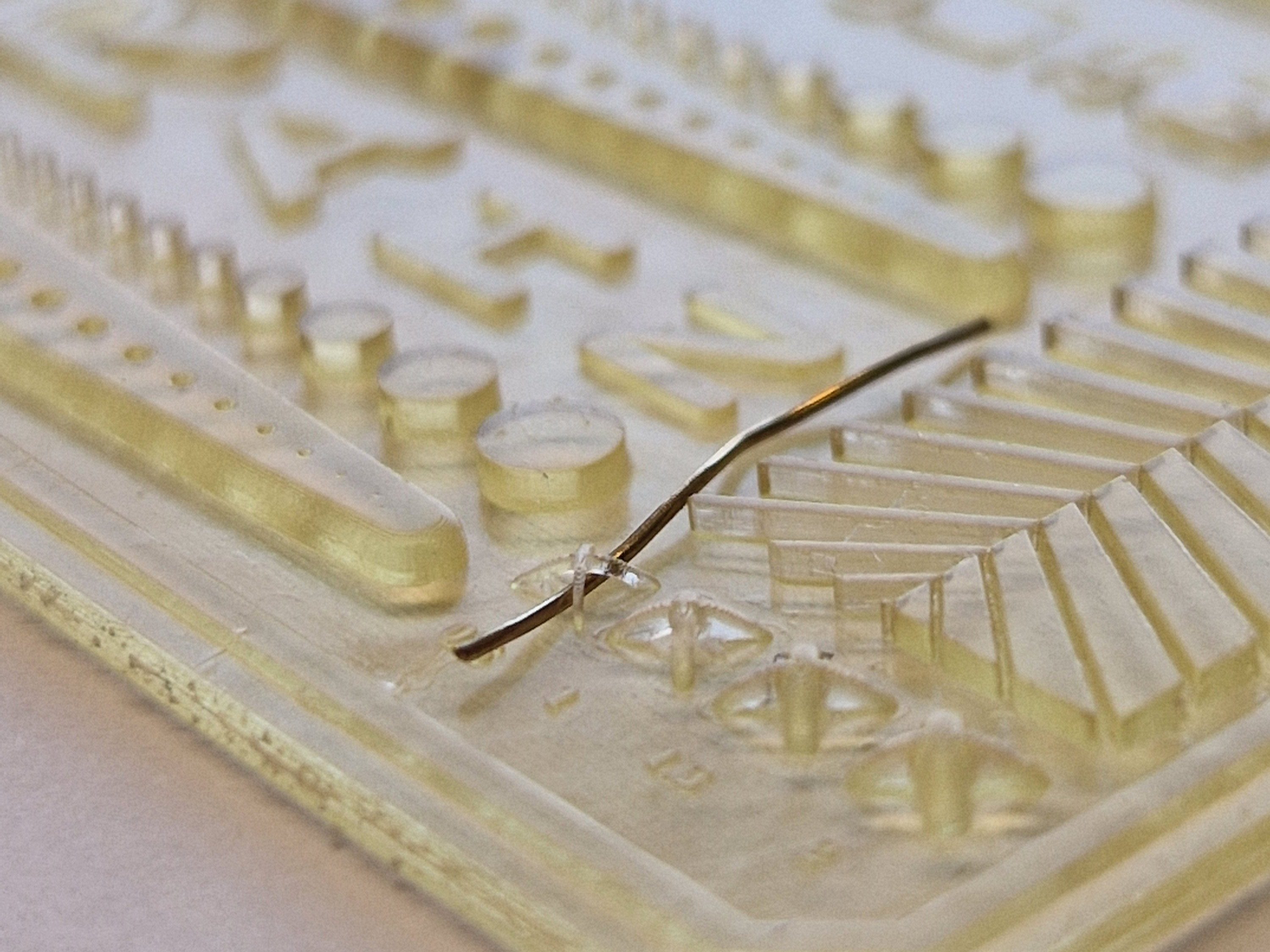
Z-Resolution and Ultra-Fine Feature assessment
In the V5 update of the calibration part, we’ve added Z-resolution details.
Feature Resolution Assessment
To evaluate whether ultra-fine features – such as 50-micron walls – can be reliably printed, a wire test or visual inspection using a loupe or smartphone camera is often sufficient.
Since 3D printing enables the fabrication of highly detailed components, this calibration step is essential, especially for parts involving:
- Rotational movement
- Elastomeric behavior
- Precision fit or mechanical interaction
Iterate and Document
Calibration Through Iterative Testing
Run multiple test prints with incremental exposure adjustments to fine-tune settings. Track each result in a logbook or spreadsheet, noting key environmental factors such as:
- Printer light intensity
- Resin temperature
- Resin batch number
When Should You Recalibrate a Resin 3D Printer?
Calibration should be revisited whenever changes occur that may influence exposure behavior or print consistency. Recalibration is recommended after adjustments to exposure settings, changes in resin formulation or batch, variations in ambient temperature, or modifications to printer hardware or light intensity.
Regular verification using a calibration template helps maintain dimensional accuracy and ensures consistent print quality over time.
Conclusion: Calibration as a Cornerstone of Success
3D printing calibration is not a one-time task – it's an ongoing process that protects against wasted time, material, and frustration. By integrating a precision calibration template into your workflow, you establish a reliable foundation for accurate printer calibration and unlock the full potential of photopolymer resin 3D printing.
This structured 3D printer calibration guide helps ensure your prints consistently meet the high standards required for both industrial and artistic applications.
Ready to fine-tune your process? Download our free calibration template and start printing with confidence
FAQs
How do I know if my resin 3D printer is properly calibrated?
A properly calibrated printer produces calibration parts where pins and holes match as designed, with clean edges, consistent layers, and well-defined fine details. Mismatches, missing features, or filled holes typically indicate under- or overexposure.
What are the most common signs of overexposure or underexposure?
Overexposure often results in pins that are too large, missing holes, or loss of fine details due to excessive curing. Underexposure may cause missing pins, weak green parts, delamination, or incomplete layers.
Why do calibration results change when using the same settings?
Calibration outcomes can vary due to changes in resin viscosity, resin batch, ambient temperature, light intensity, or recoating behavior between layers. These factors influence how the resin flows and cures during printing.
Does resin viscosity affect calibration?
Yes. High-viscosity resins may not fully recoat between layers, leading to missing or uneven layers. In such cases, increasing the lifting distance or light-off delay helps ensure proper recoating and consistent curing.
Should I recalibrate when changing resin formulations or additives?
Yes. Any change in resin composition, including the addition of reactive diluents, adhesion promoters, or reactivity boosters, can alter curing behavior and should be followed by a calibration check.
Your personal contact
