SLA vs DLP vs LCD
Key Differences Explained
SLA vs DLP vs LCD
Key Differences Explained
SLA vs DLP vs LCD 3D Printing – What's the Difference?
Resin 3D printing has become one of the most powerful manufacturing tools available to engineers, designers, and product developers. But not all resin technologies are created equal. The difference between DLP and SLA and where LCD fits in, has a direct impact on part quality, production throughput, and total cost of ownership.
This guide breaks down the three main photopolymer technologies, compares them head to head, and helps you determine which approach best matches your application whether you are sourcing raw materials for 3D printing or evaluating a new production workflow.
How do SLA, DLP and LCD 3D printing techniques work?
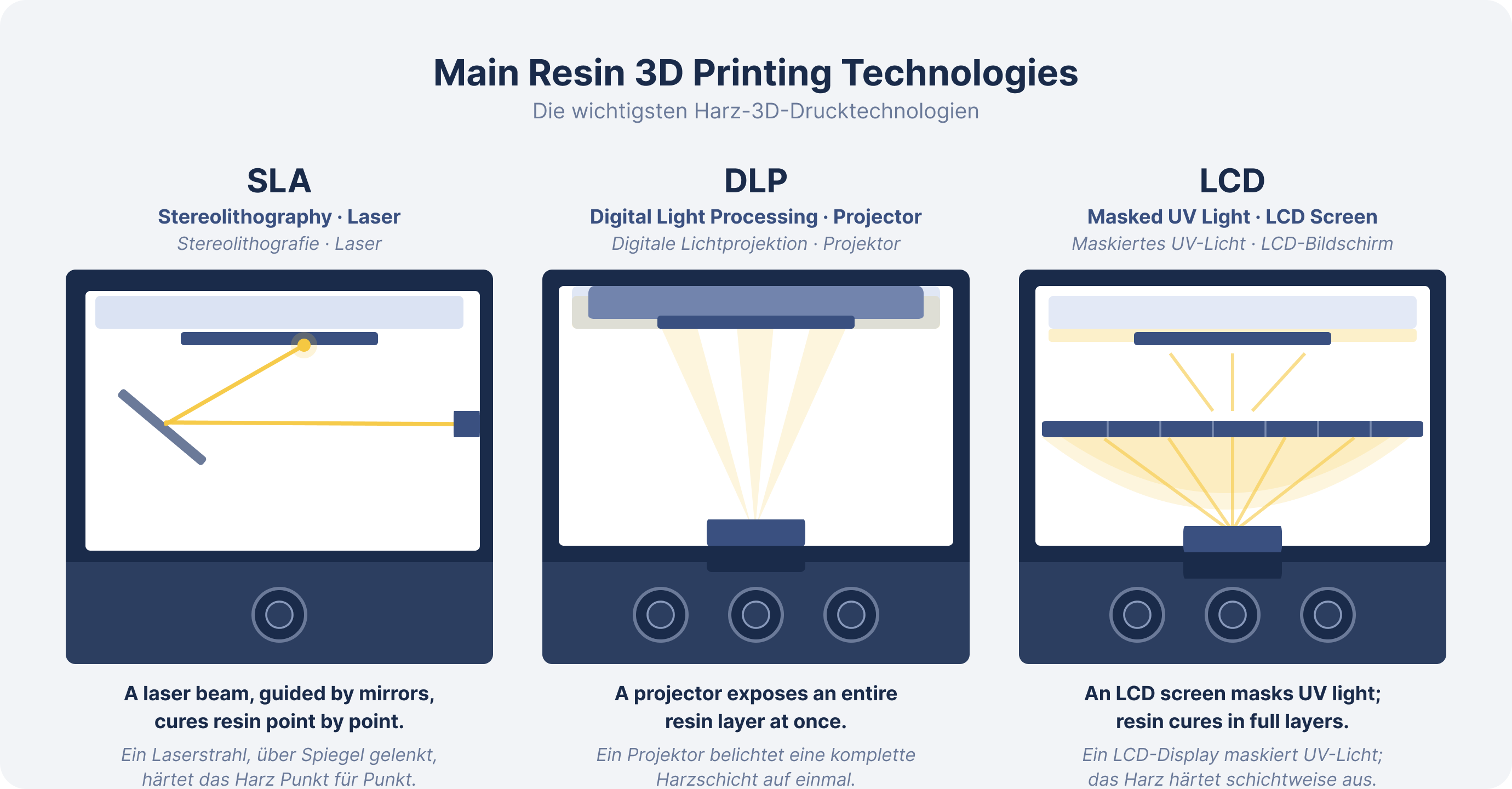
All three technologies cure liquid photosensitive resins layer by layer using light-induced polymerisation. The key difference lies in the light source and how each layer is exposed. These choices cascade into every performance characteristic: speed, resolution, surface finish, cost, and material compatibility.
What is DLP 3D Printing?
Digital Light Processing (DLP) uses a digital projector chip to flash an entire layer of resin at once. Because every point in a layer cures simultaneously, DLP 3D printing is significantly faster than point-by-point methods.
Strengths
-
Fast layer exposure – entire layer cured in a single flash
-
High detail for small-to-mid scale parts
-
Excellent for dental, jewellery, and precision industrial components
-
Fewer moving parts compared to SLA reduces maintenance overhead
Weaknesses
-
Pixel artefacts can appear on curved surfaces
-
Build area limited by projector throw - scaling up is challenging
-
Some resins require tuning to the specific projector wavelength
What is SLA 3D Printing?
Stereolithography (SLA) was the first commercial 3D printing technology and remains a benchmark for surface quality. A UV laser traces each layer point by point across the resin surface. The result is a continuous, pixel-free finish that is difficult to match. For a detailed overview, see our guide to SLA 3D printing.
Industrial SLA machines can produce very large parts with consistent accuracy, making them a go-to for prototyping, tooling, and medical model production.
Strengths
-
Smoothest surface finish of the three technologies
-
Widest resin compatibility – standard, tough, flexible, dental, castable
-
Scalable to very large build volumes in industrial configurations
-
Excellent for transparent parts and visually critical prototypes
Weaknesses
-
Slower - layer time scales with part complexity and surface area
-
Higher upfront equipment cost
-
Galvos and optics require periodic calibration and maintenance
What is MSLA 3D Printing (or LCD 3D Printing)?
Masked Stereolithography (MSLA), commonly called LCD printing, uses a UV backlight shining through an LCD screen that acts as a pixel mask. Like DLP, the full layer cures simultaneously, delivering fast print times. Modern 4K and 8K LCD panels achieve excellent feature resolution at a fraction of the cost of SLA or DLP equipment.
LCD printers have become the dominant choice for consumer, dental lab, and small-batch production environments.
Strengths
-
Very low equipment cost – the most accessible entry point
-
Fast layer exposure equivalent to DLP
-
High resolution achievable with 4K/8K screens
-
Broad resin availability and growing material ecosystem
Weaknesses
-
LCD screen is a consumable – requires periodic replacement
-
Build volume mostly limited to desktop and mid-size machines
-
Transparent parts require more intensive post-processing for clarity
Key Differences: SLA vs DLP vs LCD
The table below provides a consolidated comparison across the parameters that matter most when selecting a resin 3D printing technology for professional or industrial use.
|
Parameter |
SLA |
DLP |
LCD/MSLA |
|
Light source |
Laser |
Projector (DLP chip) |
UV backlight + LCD mask |
|
Exposure method |
Point-by-point laser scan |
Full layer at once (projector) |
Full layer masked via LCD pixels |
|
XY resolution |
continous (laser spot) |
Pixel-based (projector res.) |
Pixel-based (LCD screen res.) |
|
Z resolution |
25–100 µm |
25–100 µm |
25–100 µm |
|
Min. feature size |
~75–100 µm |
~75 µm (high-res projectors) |
~50–100 µm (4K/8K LCDs) |
|
Surface finish |
Excellent, very smooth |
Good (minor pixel artefacts) |
Good |
|
Edge sharpness |
Very high |
High (pixel-limited) |
Moderate–high (pixel-limited) |
|
Speed |
Slow |
Fast |
Fast |
|
Cost |
High |
Medium–High |
Low |
|
Max. build size |
Very large (industrial) |
Limited (tiled projectors) |
Desktop / mid-size |
|
Resin compatibility |
Broad |
Broad (some tuning needed) |
Broad (optimised profiles) |
|
Transparent parts |
Excellent |
Good to very good |
Good (more post-processing) |
|
Maintenance |
Higher (galvos, optics) |
Lower (fewer moving parts) |
Low–moderate (LCD is consumable) |
|
Best for |
Large, smooth, critical parts |
High-throughput small parts |
Affordable high-detail prints |
Resolution and Accuracy
Resolution is one of the most debated aspects of the SLA vs DLP comparison. SLA uses a continuous laser spot, so there are no discrete pixels - edges are inherently smooth. DLP systems project pixels, and optical distortion at the edges of the projection cone can slightly reduce accuracy at build-area extremes.
LCD resolution depends entirely on the pixel density (PPI) of the screen; high-end 4K and 8K panels can rival DLP for fine detail but are limited to the physical screen dimensions. For consistently repeatable accuracy across large formats, SLA remains the benchmark.
Build Volume
Build volume is where the technologies diverge most sharply. SLA scales to very large formats - industrial systems can accommodate parts exceeding 1 metre, making SLA the standard for large prototype structures and medical anatomical models.
DLP build area is constrained by the projector's maximum throw and pixel count; tiled projector systems can extend this, but add cost and complexity. LCD is largely confined to desktop and mid-format machines, best suited to small components or batch production of many small parts.
Speed
Layer exposure time is the primary speed driver. SLA must trace every point in a layer, so print time scales with part complexity and cross-sectional area. DLP and LCD both expose the full layer in a single flash, meaning layer time is nearly constant regardless of the number of parts on the build plate.
For high-throughput production of small precision parts, DLP and LCD hold a clear advantage over SLA.
Materials
SLA has historically offered the broadest resin compatibility because UV laser wavelengths are well-characterised and widely supported by formulation chemists. DLP resins are broadly compatible but some are optimised for specific projector wavelengths (typically 385 nm or 405 nm).
LCD resins are usually formulated for 405 nm UV, the most common backlight wavelength. RAHN develops and supplies specialised photosensitive resins and resin raw materials for all three technologies.
Environmental and Maintenance Factors
Each technology carries a different operational footprint. SLA systems require periodic recalibration of galvanometer mirrors and optical assemblies - skilled maintenance is essential to preserve accuracy. DLP projectors have finite lamp or LED lifespans, though modern LED-based units last tens of thousands of hours.
LCD screens are consumable components; heavy users should budget for screen replacement cycles, typically every 2,000-4,000 print hours depending on the resin chemistry. Resin handling and IPA washing waste management apply equally to all three technologies.
Post-Processing
All three resin technologies share a similar post-processing workflow: solvent washing (typically isopropyl alcohol) to remove uncured resin, followed by UV post-curing to achieve final mechanical properties. The key differences lie in surface finishing requirements and transparency work.
|
Step |
SLA |
DLP |
LCD/MSLA |
|
IPA wash |
Required |
Required |
Required |
|
UV post-cure |
Required |
Required |
Required |
|
Support removal |
Manual |
Manual |
Manual |
|
Surface polishing |
Minimal |
Light sanding for pixels |
Light sanding for pixels |
|
Transparency post-process |
Minimal |
Moderate |
More intensive |
SLA vs DLP vs LCD - Use Cases by Industry
Choosing the right resin printing technology is rarely a purely technical decision – industry context and workflow integration matter equally. Below is a practical breakdown of how each technology performs across key sectors.
Healthcare and Dental
SLA and DLP are the preferred technologies for regulated healthcare applications. SLA's smooth surface finish and broad material compatibility make it well suited to anatomical models and surgical planning tools. DLP's speed and precision make it the standard for 3D printing in dentistry, including crowns, bridges, surgical guides, and clear aligner models. LCD is increasingly used in dental labs for high-volume model production where throughput and cost matter more than the highest possible accuracy. RAHN's background in 3D printing in healthcare means we understand the material requirements at formulation level.
Jewellery
DLP is the technology of choice for 3D printing for jewellery. Jewellery pieces are typically small, highly detailed, and require castable resins that burn out cleanly in investment casting. DLP delivers the sub-100 µm feature resolution and smooth surface quality that stone settings and filigree work demand, at production speed. SLA is used for larger decorative pieces or master models requiring exceptional surface finish.
Automotive and Engineering
The 3D printing in automotive industry relies heavily on SLA for large-format prototype parts: exterior panels, interior trim mock-ups, and functional prototypes where dimensional stability and smooth finish are critical for aerodynamic testing and stakeholder approval. DLP supports smaller precision components including connectors, brackets, and tooling inserts where fine detail and tight tolerances are required.
Construction
Resin printing in 3D printing in construction is emerging, primarily in the form of highly detailed architectural scale models and custom facade components. SLA's large build volumes and precise surface reproduction make it the preferred choice for complex architectural models, while DLP is used for intricate structural detail elements.
Conclusion
There is no single 'best' resin 3D printing technology – the right choice depends on the intersection of part size, required accuracy, production volume, and budget. As a simple decision framework: choose SLA for large, smooth, visually critical parts; choose DLP for high-throughput production of small, precise components; choose LCD for affordable high-detail printing at desktop scale.
RAHN-Group is a specialist distributor and development partner for raw materials for 3D printing across all three photopolymer technologies. Whether you are formulating a new resin or scaling up production, our technical team can help you identify the right material chemistry for your process. Contact us to discuss your 3D printing material requirements.
FAQ
Q1: How does pixel size affect accuracy in DLP vs LCD printing?
In both DLP and LCD, each pixel represents the smallest curable unit in the XY plane. Smaller pixels (higher pixel density relative to build area) produce finer feature resolution and smoother curved surfaces. DLP pixel size is set by the projector's resolution and the magnification of the optical path; reducing the build area increases effective pixel density. In LCD printing, pixel size is fixed by the screen's physical resolution divided by the build plate dimensions. High-resolution 4K and 8K LCD screens achieve pixel sizes below 35 µm on compact printers, comparable to high-end DLP. However, pixel-based artefacts (aliasing on curves) affect both technologies; SLA avoids them entirely due to the continuous laser spot.
Q2: When does SLA outperform DLP in production environments?
SLA maintains a clear advantage in three scenarios: (1) very large parts that exceed DLP build volume constraints; (2) applications requiring the smoothest possible surface with minimal post-processing, such as master patterns for injection moulding or visual appearance prototypes; and (3) situations where the widest possible resin compatibility is needed across multiple materials without retuning the system. For high-throughput production of small identical parts, DLP or LCD will typically outperform SLA on throughput per hour.
Q3: What are the limitations of scaling DLP vs LCD systems?
DLP scaling is constrained by the projector's maximum resolution and throw distance. Increasing the build area reduces pixel density, lowering resolution. Tiled multi-projector configurations can extend the build area but add cost, calibration complexity, and potential seam artefacts at tile boundaries. LCD scaling is limited by the physical size of available LCD panels and the uniformity of the UV backlight across larger areas. Both technologies are therefore most competitive in small-to-medium build formats; SLA remains the architecture of choice for large industrial build volumes where maintaining consistent resolution across the full platform is critical.
Q4: How do resin formulations differ between SLA, DLP and LCD?
The core photopolymer chemistry is similar across all three – acrylate or epoxy-based monomers with photoinitiators tuned to the curing wavelength. The primary formulation difference is the photoinitiator absorption spectrum: SLA resins are typically formulated for 355 nm laser wavelengths, while DLP and LCD resins target 385 nm or 405 nm LED sources. This affects photoinitiator choice, light penetration depth, and the cure-through behaviour that governs layer adhesion. Beyond the initiator chemistry, resin viscosity, pigment loading, and UV absorber concentration are all tuned to the exposure energy profile of each technology. RAHN develops specialised raw material components used in photosensitive resins for all three platforms.
Q5: What drives total cost of ownership (TCO) for each technology?
TCO for SLA is dominated by high equipment acquisition cost and periodic optical maintenance (galvo calibration, laser replacement after 5,000–20,000 hours). DLP TCO is driven by mid-range equipment cost, projector light source replacement, and resin costs that are typically higher than LCD materials. LCD TCO is the lowest at entry level, but LCD screen replacement (every 2,000–4,000 print hours depending on resin chemistry), UV light source maintenance, and lower throughput per machine can increase per-part costs at scale. Resin cost and material yield are significant variables in all three cases; working with a specialist raw material partner helps optimise formulation cost without compromising performance.
Your personal contact
